목록
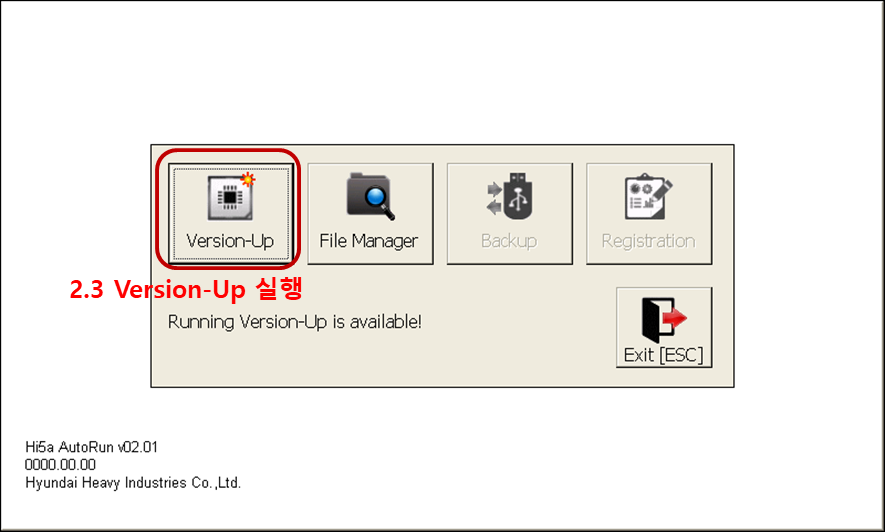
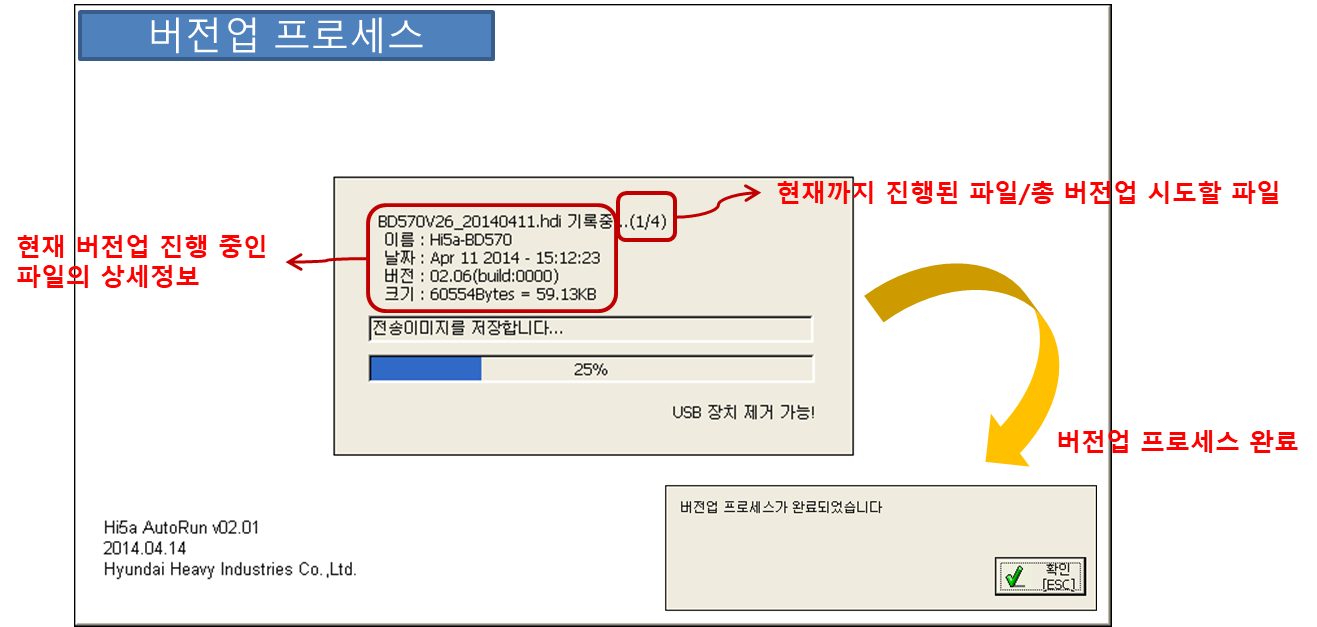
· 약 1분
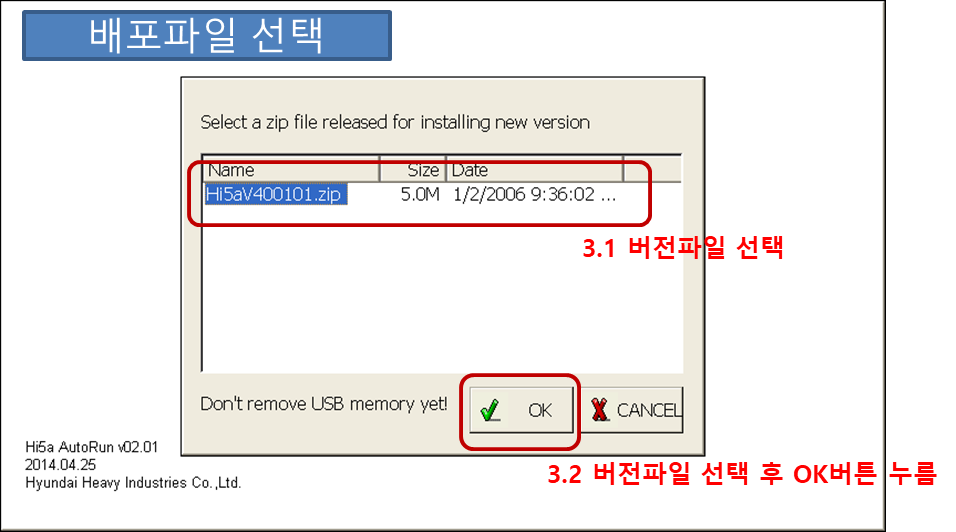
예) Hi5aV402600.zip
제어기모델(Hi5a) + V + 메이저버전(40) + 마이너버전(26) + 빌드 리비전(00)
\USB\Hi5a_rel
배포파일 : Hi5aV402600.zip인 경우
EX) \USB\Hi5a_rel\Hi5aV402600.zip
주의사항
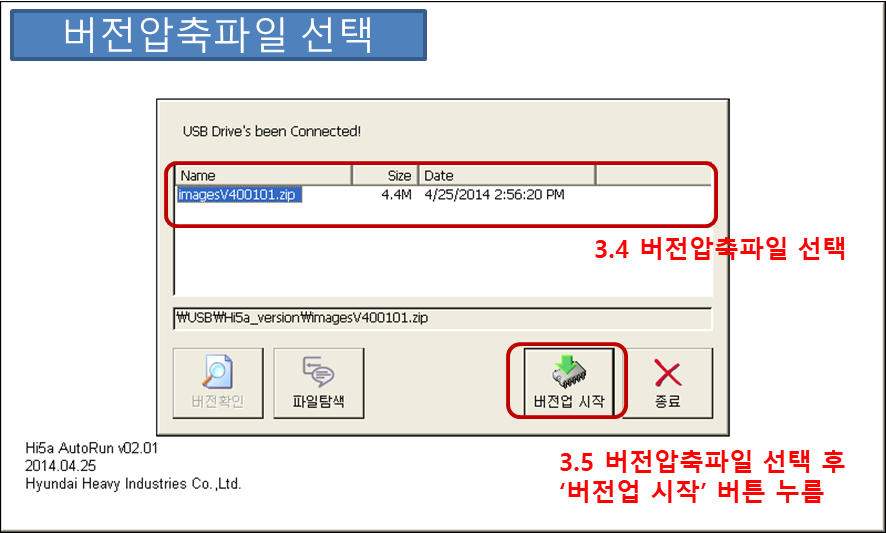
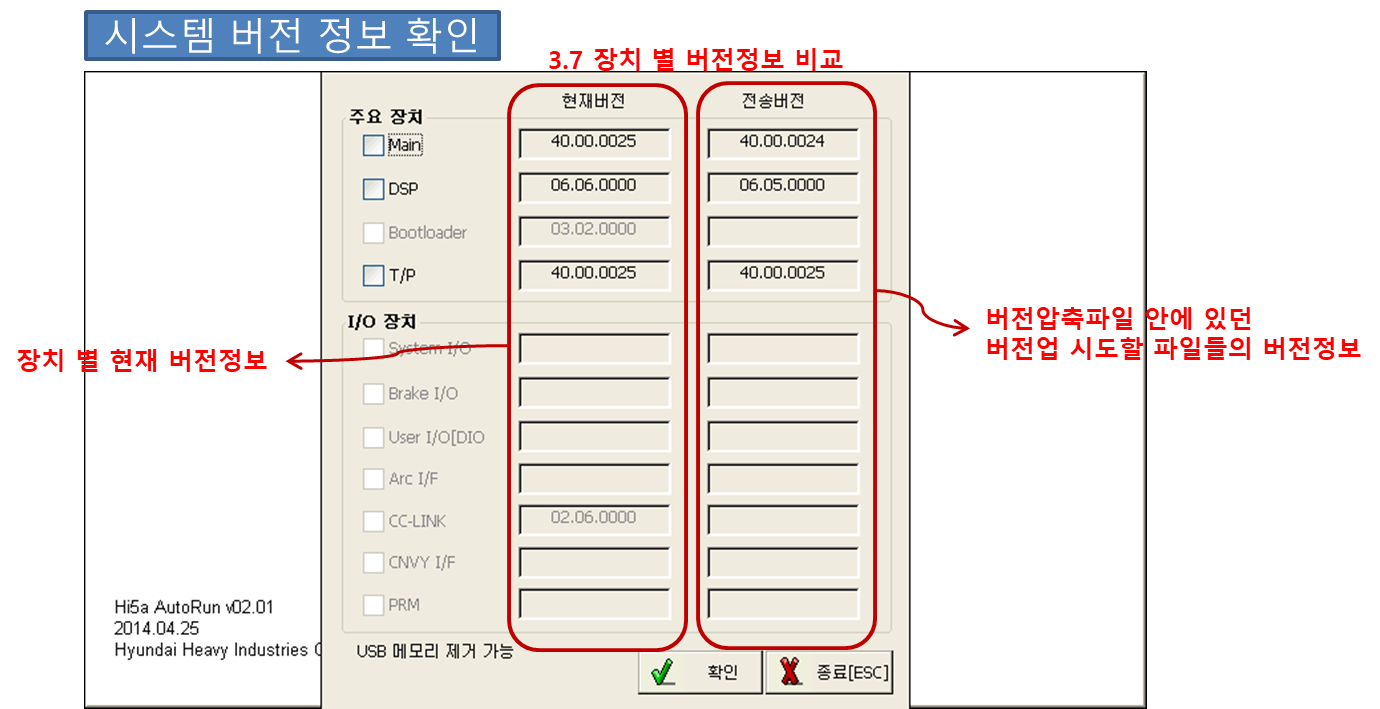
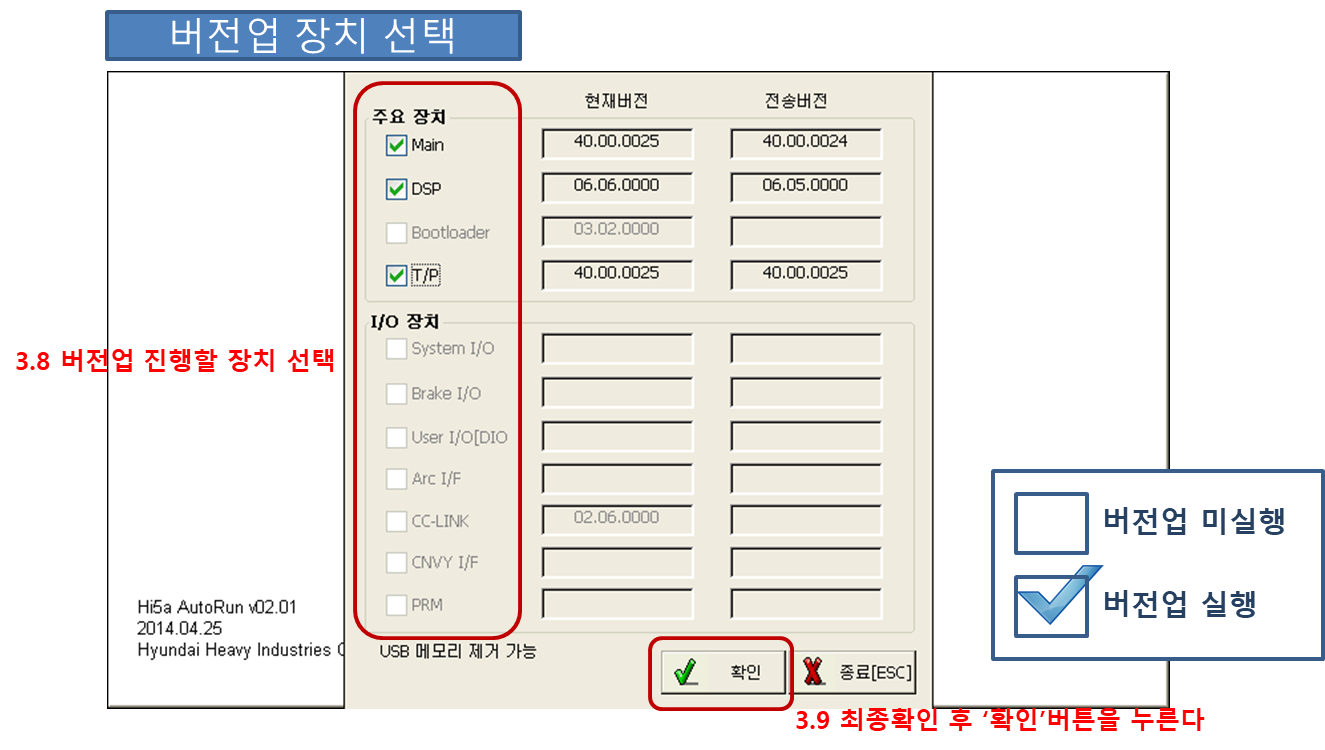
(원하는 부분만 버전업 할 수 있습니다.)

구분 | TP520 | TP530 |
RAM | DDR2 256Mbyte (400MHz) | DDR3 1Gbyte (933MHz) |
메모리 | NAND Flash 1GByte | eMMC Flash 8GByte |
OS | Window CE 6.0 (TP511은 TP520과 동일한 S/W) | Window Embedded Compact |
※ TP520과 TP530의 외관은 동일합니다.

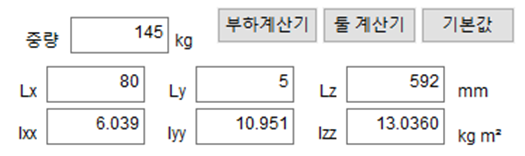
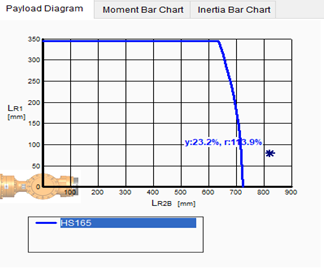
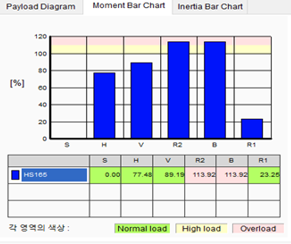
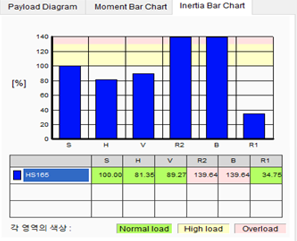
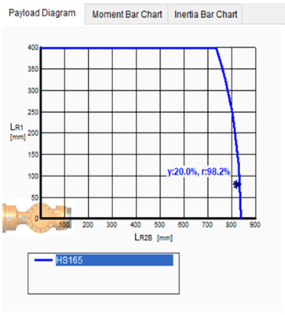
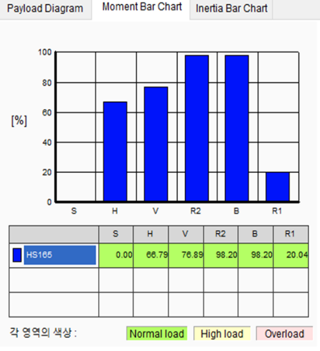
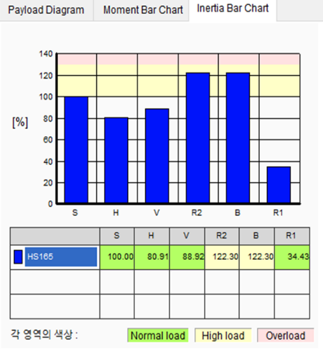
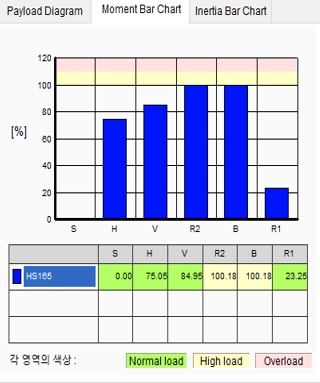
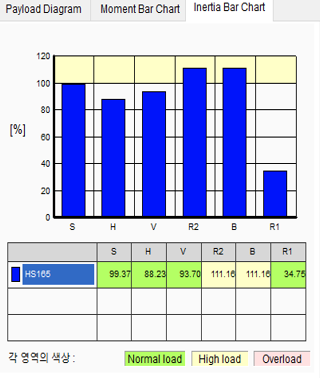
- 관성모멘트나 토크가 초과한 경우 가능한 기준점으로부터의 거리를 줄이는게 좋습니다.
- 로봇의 허용 가반중량은 툴 중량에 비례하고 거리에 제곱에 반비례합니다.

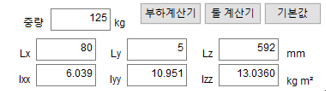
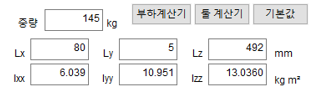
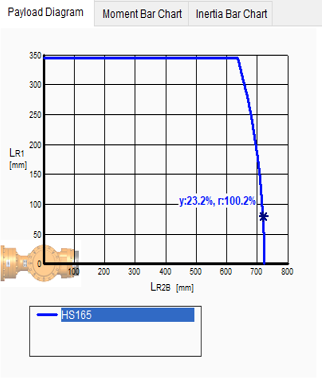
가반중량보다 적은 툴을 장착하여 문제가 없을 것으로 보여집니다만, 툴 중심과 기준점간 거리가 멀게 보입니다.
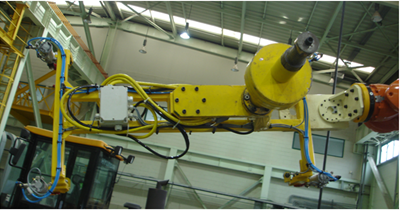
(로봇 : HS165, 툴 중량 : 145Kg)
EUREKA 114는 VIGO RE 0의 문제점인 초기 소음 문제를 해결하기 위해 개발되었고, VIGO 그리스 대비 초기 시운전 소음이 많이 개선된 제품입니다. 다만, 상기 그리스를 동일 감속기에 함께 혼유하면 일부 소음이 발생할 수 있으니 유의해 주시길 바랍니다.
당사 로봇에 적용된 감속기용 그리스는 아래와 같습니다.
만약 그리스 혼유 작업할 경우, 아래 작업방법으로 교체해 주세요.
참조1. 그리스 캔

VIGO RE0

EUREKA 114
참조2. 그리스 주입구 스티커
Hi5a 제어기는 가스스프링 방식의 밸런스스프링을 관리하기 위해 가스스프링의 압력을 모니터링 할 수 있는 기능을 제공합니다.
이 기능을 사용하기 위한 전제 조건은 아래와 같습니다.
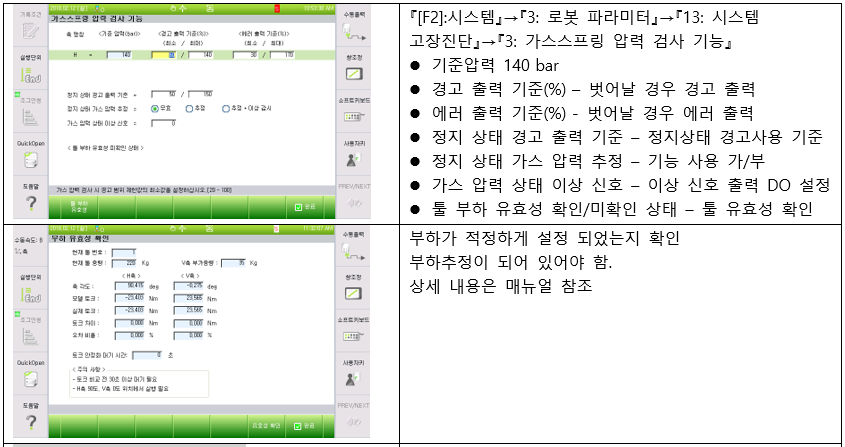
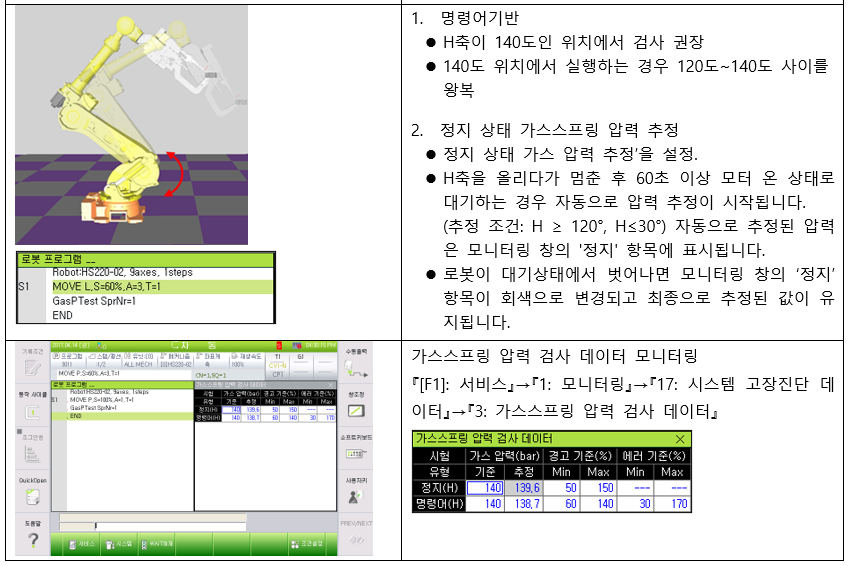
상세 내용은 매뉴얼 참조
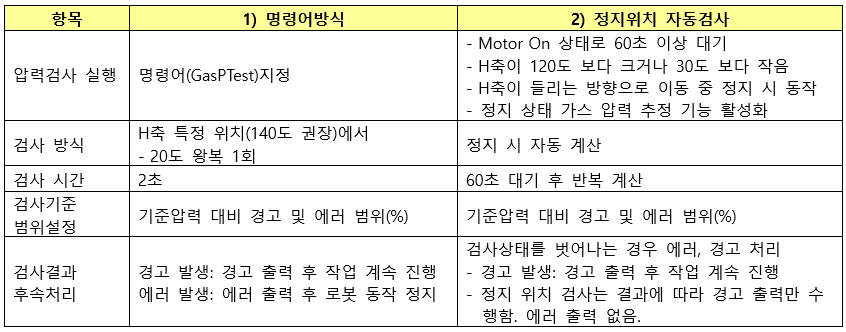
정지 상태에서 추정된 압력은 명령어 방식으로 추정된 압력보다 정확도가 낮습니다. 정지 상태에서 압력 이상이 검출되면 명령어 방식으로 압력을 다시 추정하거나 압력계를 이용하여 실제 압력을 측정하십시오. 정지 상태 추정 압력이 명령어 방식 추정 압력과 계속 차이가 큰 경우 ‘정지 상태 가스 압력 추정’ 설정을 ‘추정’이나 ‘무효’로 설정하십시오.
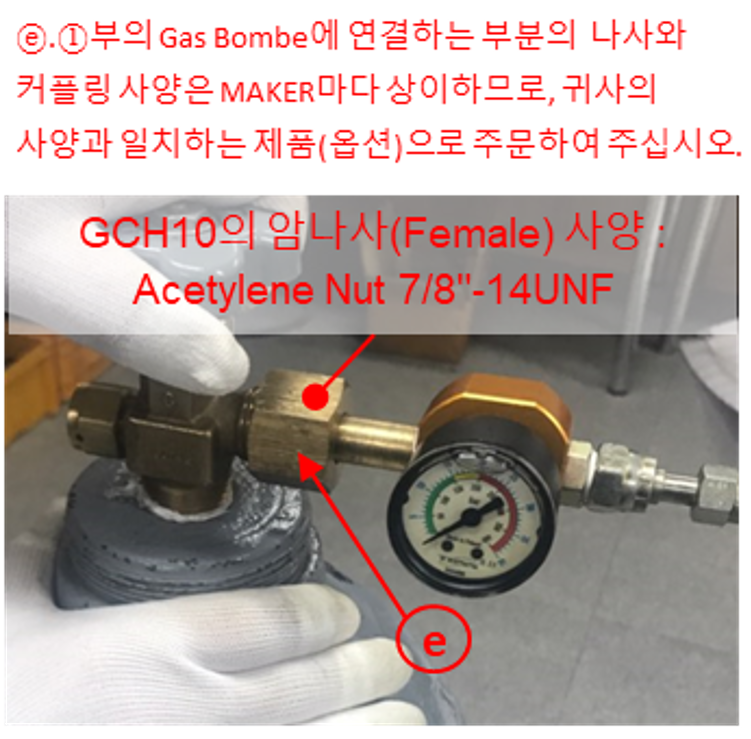
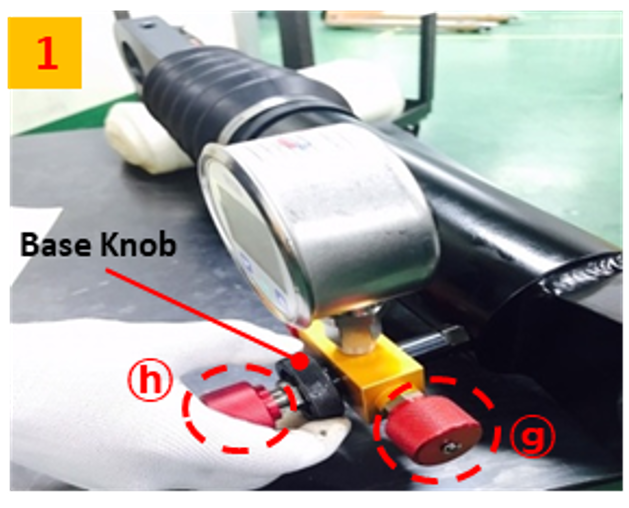
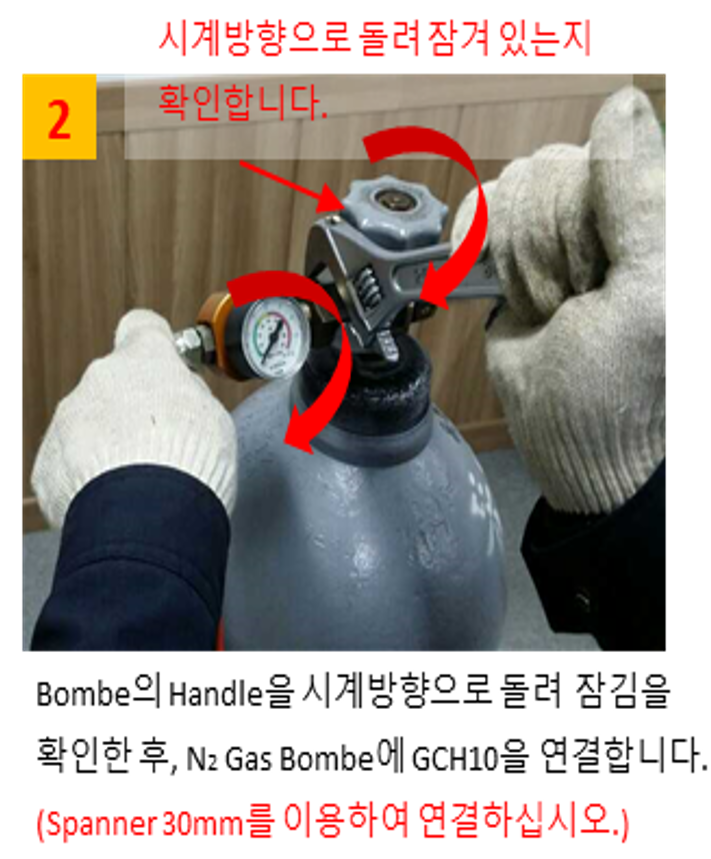
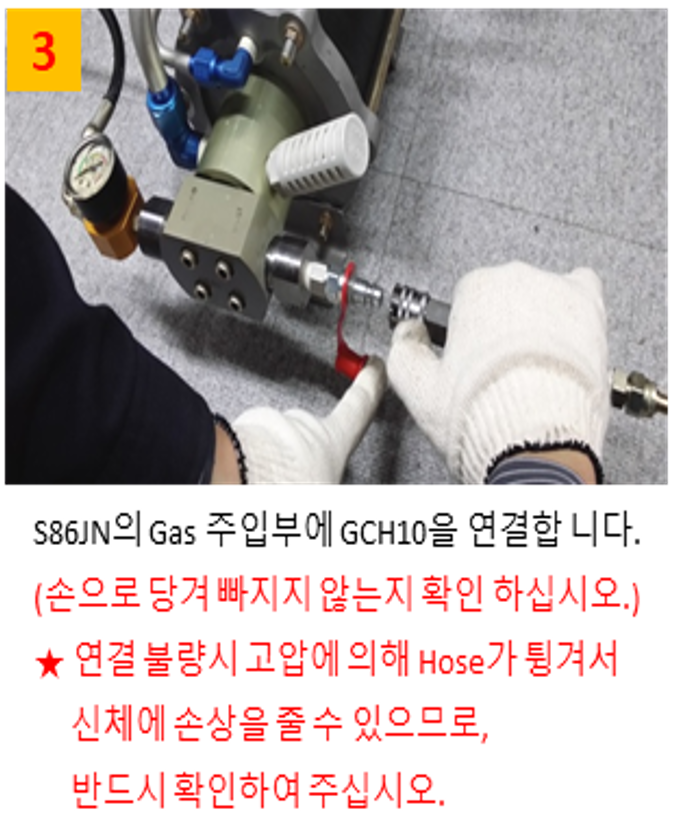
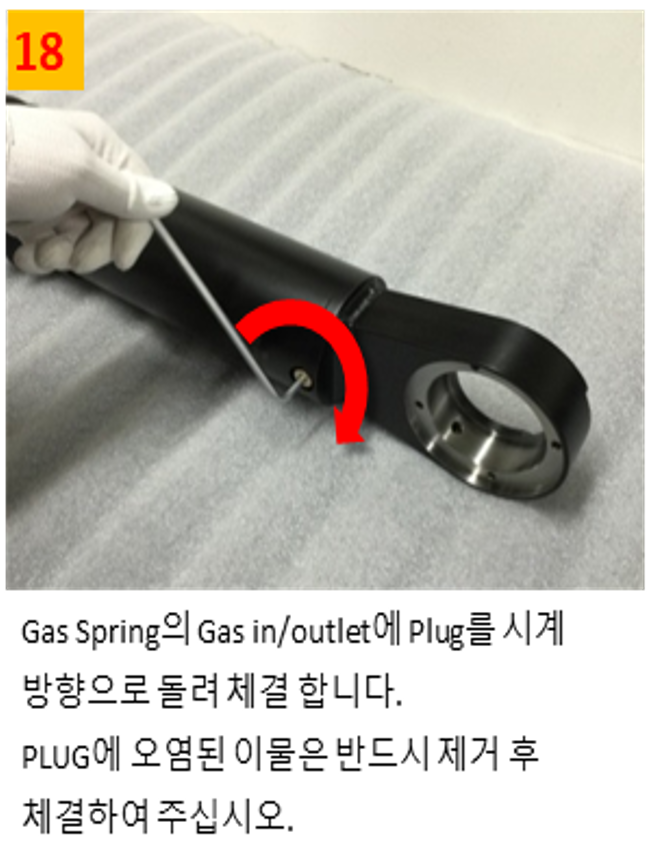
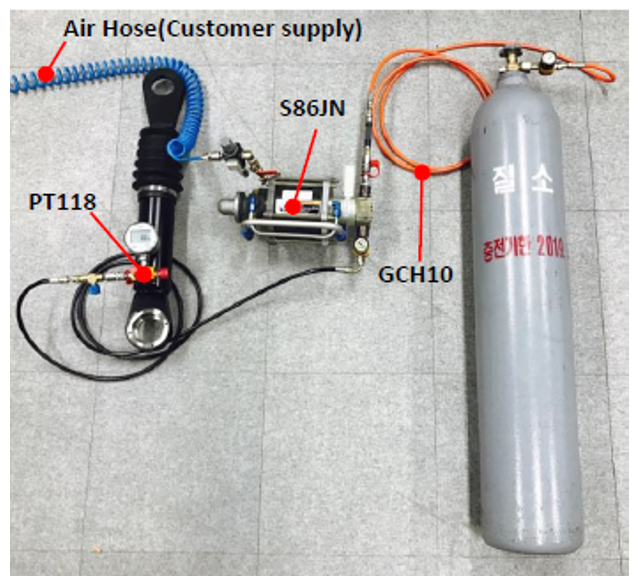 가스스프링 충진기 SET
가스스프링 충진기 SET
 (디지탈 압력 측정기)
(디지탈 압력 측정기)
 (압력 주입 부스터)
(압력 주입 부스터)

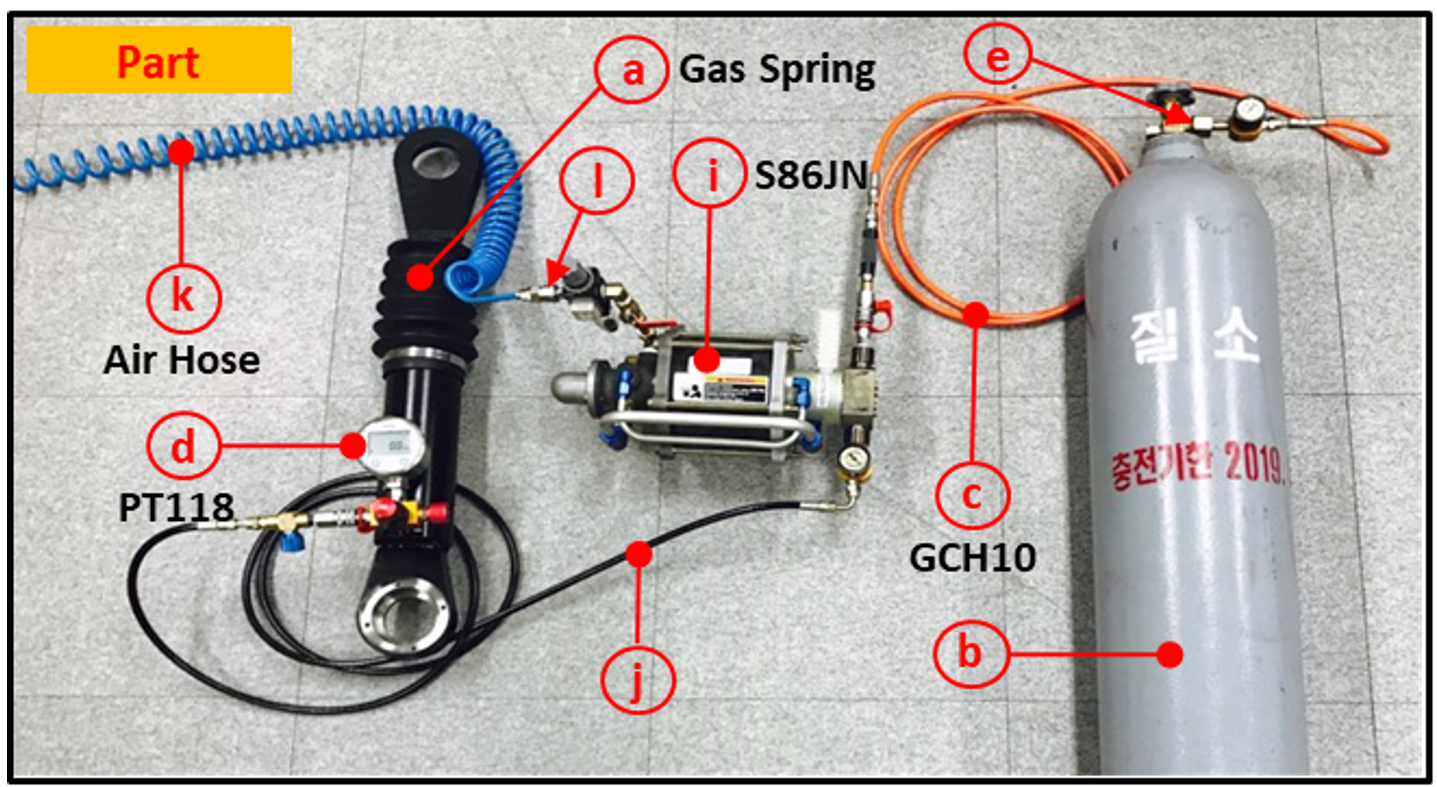








가스스프링은 코일스프링 대비 가볍고 교체시간이 짧은 이점이 있으나 고압의 가스를 사용하는 기구로서 자연적인 누기가 일어납니다. 이를 관리하기 위한 사용자의 주기적 점검이 필요합니다.
| 적용모델 | HS180/220, HH300,HS200L |
|---|---|
| 교체 M/H | 0.5 시간(환경에 따라 다름) |
| 보전성 | 주기적 점검. 1년2회(매뉴얼 참조) |
압력 자동 검지 기능 적용 (Hi5a 버전 MV40.17.00 이상)
압력 게이지 이용 수동 측정 (일반 압력게이지 : 디지털(PT118) 권장)

| 압력(bar) | 조치사항 | 의미 | 비고 |
|---|---|---|---|
| 140~100 | 유지 | 누기가 없거나 미미함. | |
| 100 이하 | 가스 충진 | 자연누기에 압력 저하 | 충진후 사용 |
| 100 이하 | 교체 | Seal 손상에 의한 급속저하 | 1차 충진Test필요 |
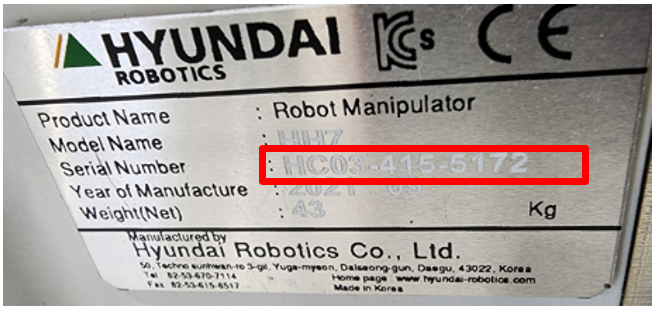
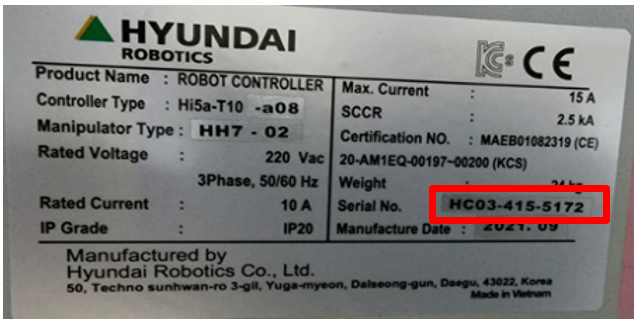
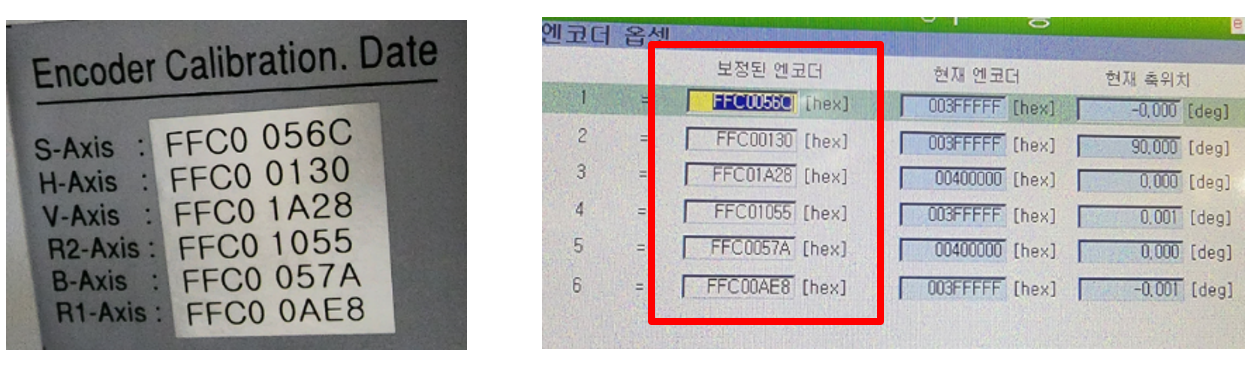
여러 로봇이 있을경우, 본체와 제어기 혼용주의!


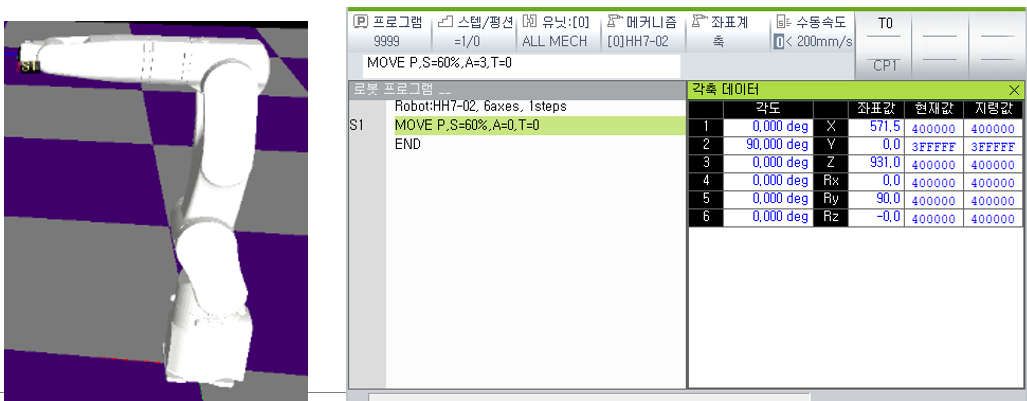
(시스템 – 로봇파라메타 – 엔코더옵션 화면)
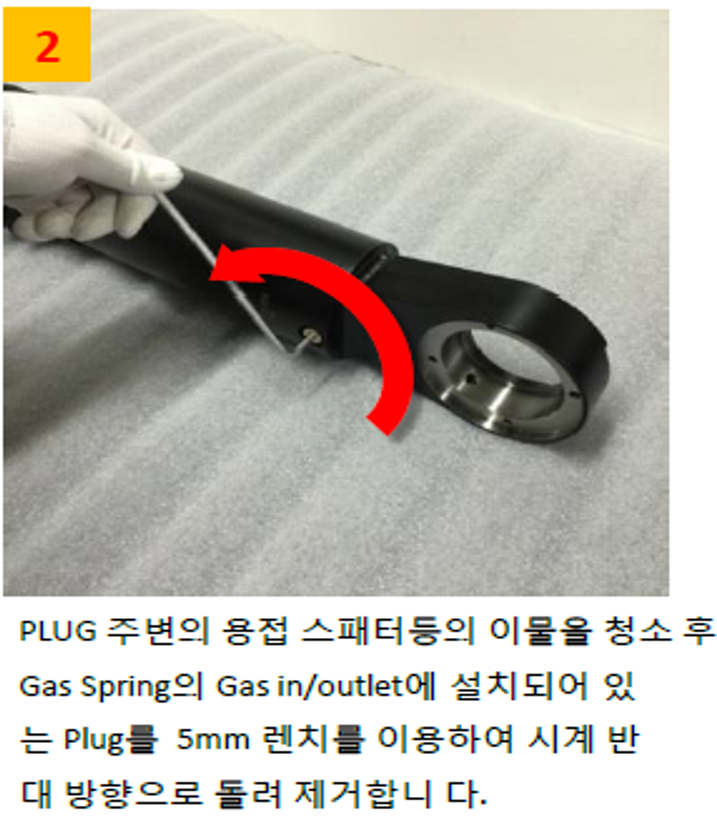
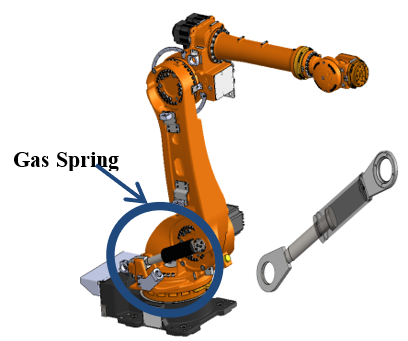
당사에서 공급한 모델에 적용된 가스스프링의 관리상 유의사항을 공지하오니 참조하시기 바랍니다.
가스스프링은 코일스프링 대비 가볍고 교체가 간편한 이점이 있어 채용되었으나, 고압가스를 사용하는 기구로서 자연적인 누기가 발생할 수 있기 때문에 사용자의 주기적 점검 및 교체가 필요합니다. (참조:본체매뉴얼 4-2)
점검은 매 6개월마다 실시하고 압력이 저하된 경우 가스충전 또는 교환이 필요합니다. (상세참조:본체매뉴얼 9장).
누기를 방치할 경우 가스스프링 및 구동계(모터/감속기)의 손상을 초래할 수 있습니다. (주의: 가스 스프링의 압력이 낮아진 경우 부하에 따라 최대반경 자세에서 서보 OFF 시 축 낙하 위험이 있습니다.)