列表
· One min read
예) Hi5aV402600.zip
控制器型号(Hi5a) + V + 主要酒吧(40) + 次要版本(26) + 构建修订版(00)
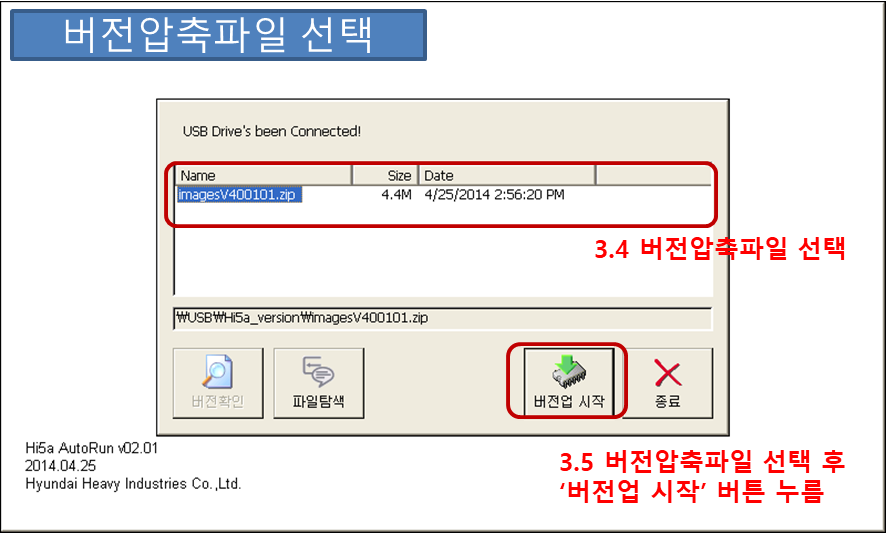
\USB\Hi5a_rel
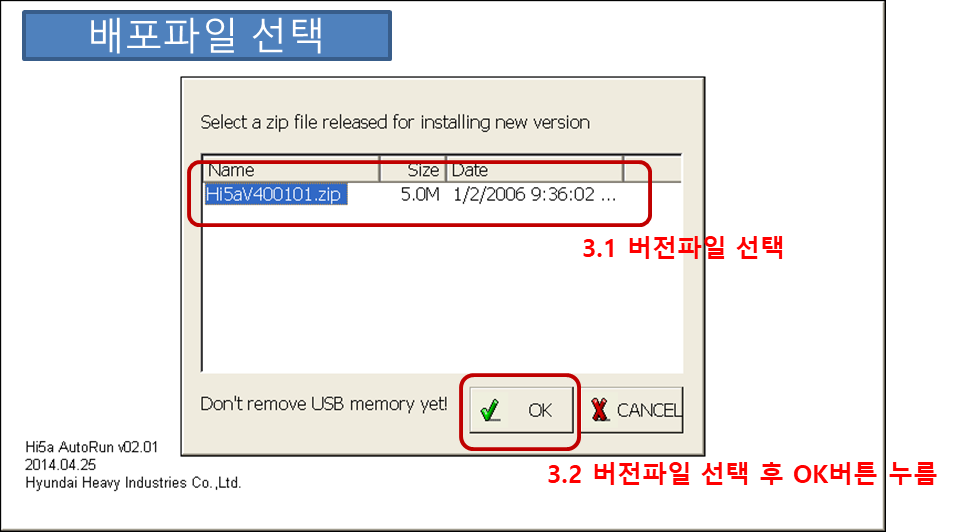
分发文件:Hi5aV402600.zip
EX) \USB\Hi5a_rel\Hi5aV402600.zip
警告
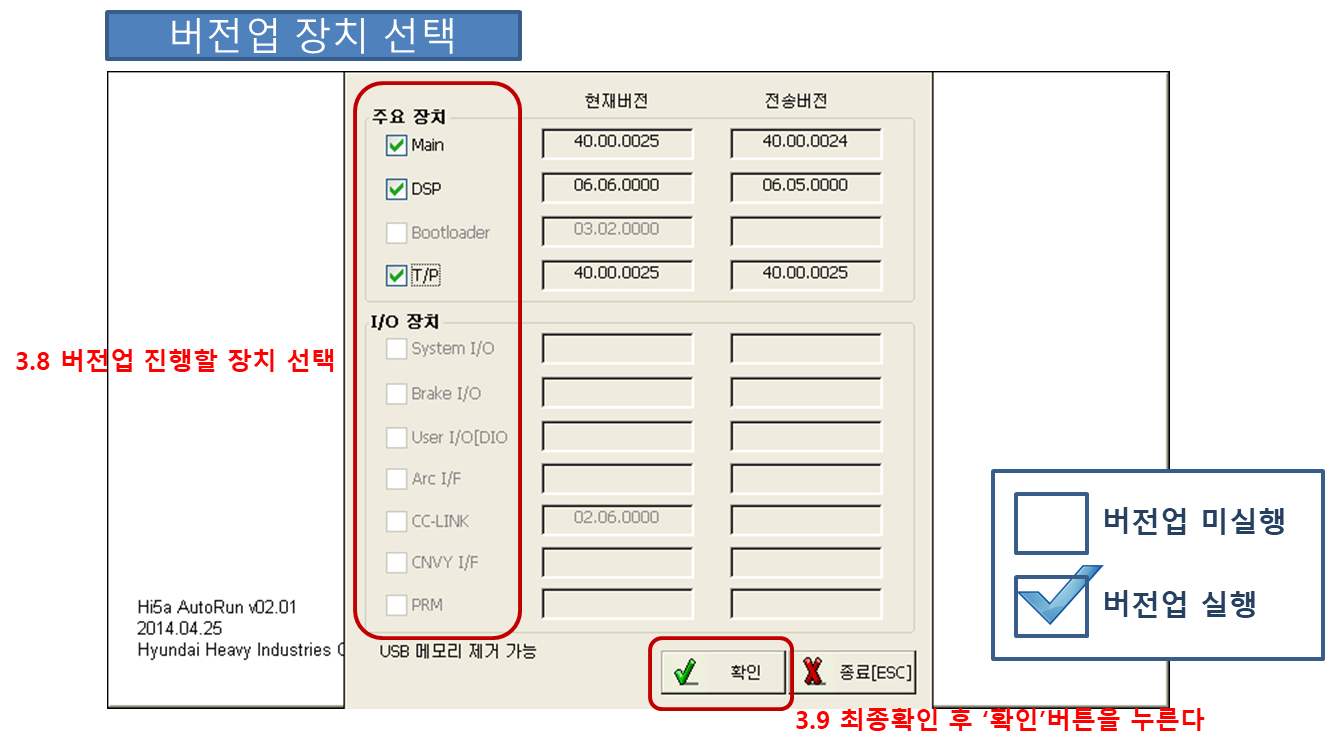
(您可以只升级您想要的部分。)

分配 | TP520 | TP530 |
RAM | DDR2 256Mbyte (400MHz) | DDR3 1Gbyte (933MHz) |
记忆 | NAND Flash 1GByte | eMMC Flash 8GByte |
OS | Window CE 6.0 (TP511 与 TP520 具有相同的软件) | Window Embedded Compact |
※ TP520和TP530外观相同.

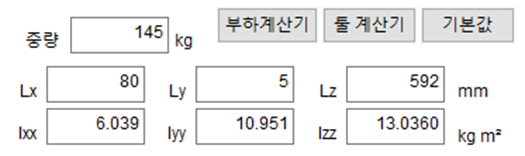
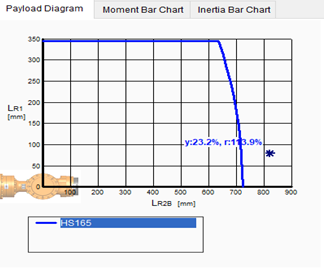
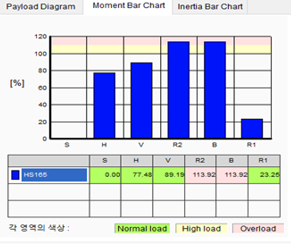
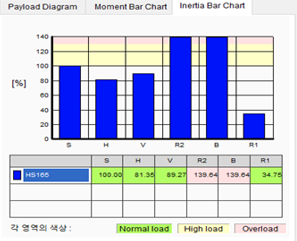
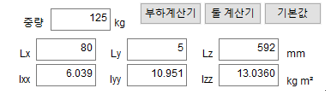
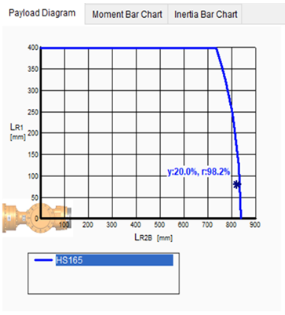
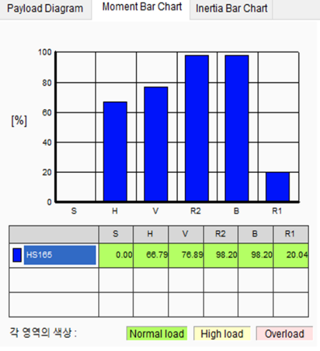
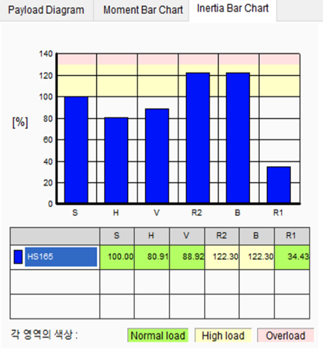
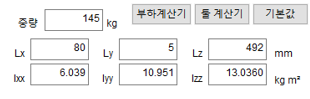
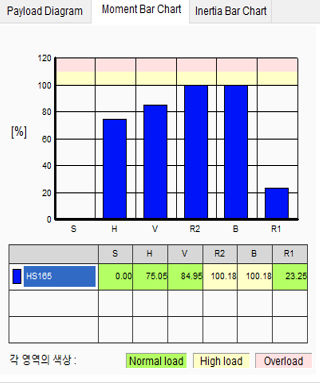
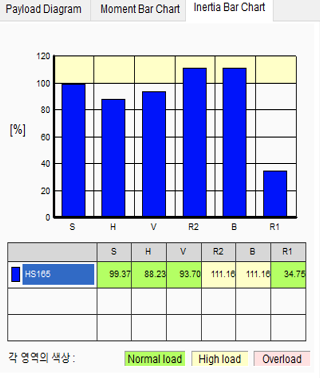
- 如果转动惯量或扭矩超过,建议尽可能缩短距参考点的距离
- 机器人的允许有效负载与工具重量成正比,与距离的平方成反比.

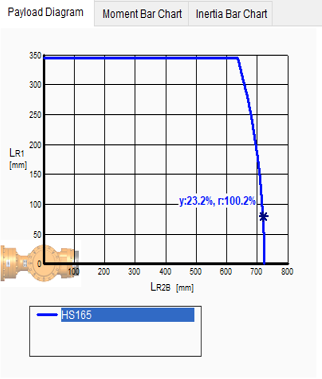
看起来安装小于有效负载的工具不会有问题,但工具中心和参考点之间的距离似乎很长。
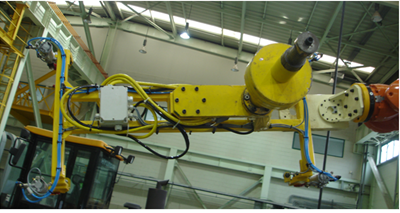
(로봇 : HS165, 툴 중량 : 145Kg)
EUREKA 114是为了解决VIGO RE 0的初期噪音问题而开发的 ,是与VIGO润滑脂相比初期试验噪音大幅 改善的产品。但请注意,在同一减速机中将上述润滑脂混合在一起可能会产生一些噪音。
本公司机器人所使用的减速机润滑脂如下。
如果您使用混合润滑脂,请使用以下方法更换。
参考文献1。油脂罐

VIGO RE0

EUREKA 114
参考文献2。油脂填充贴纸
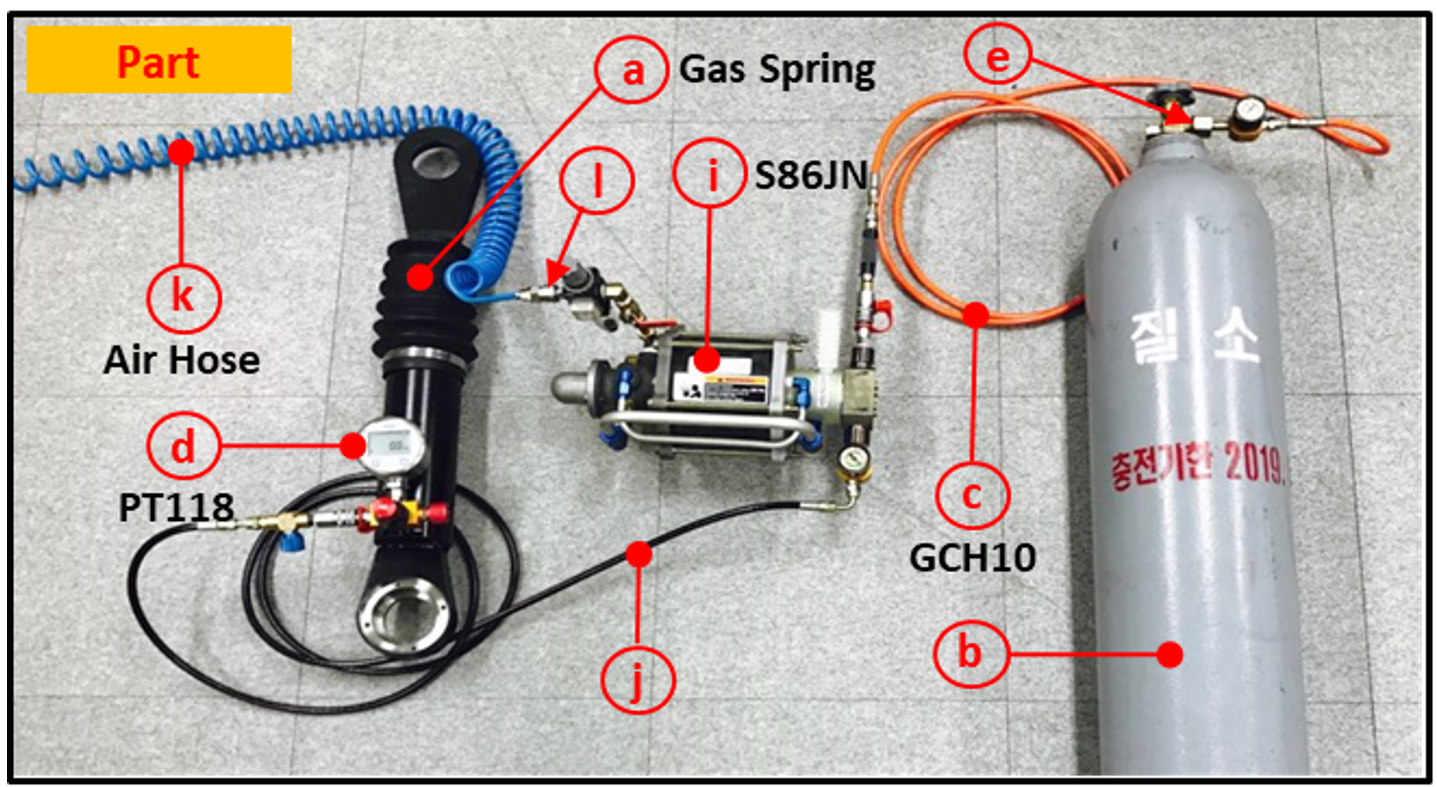
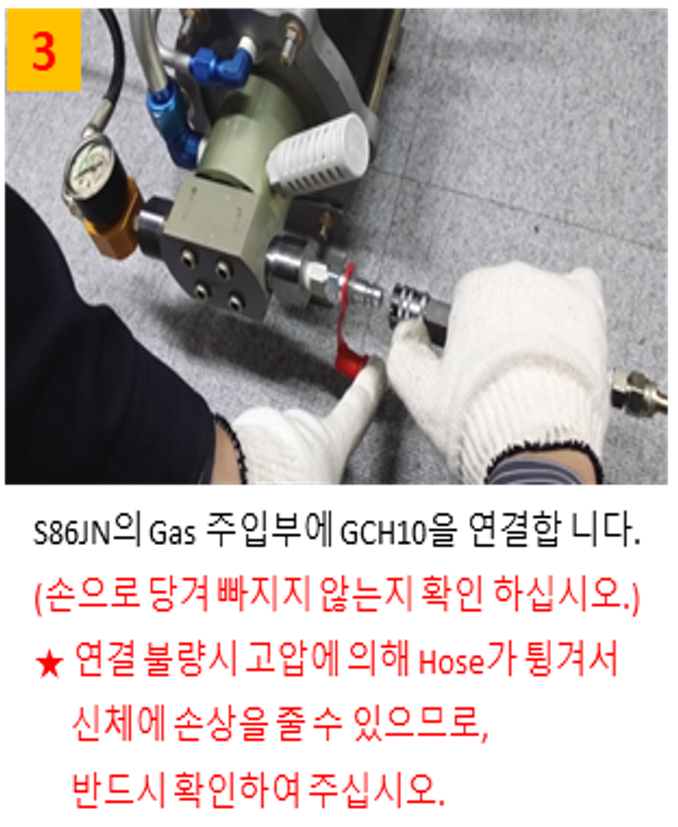
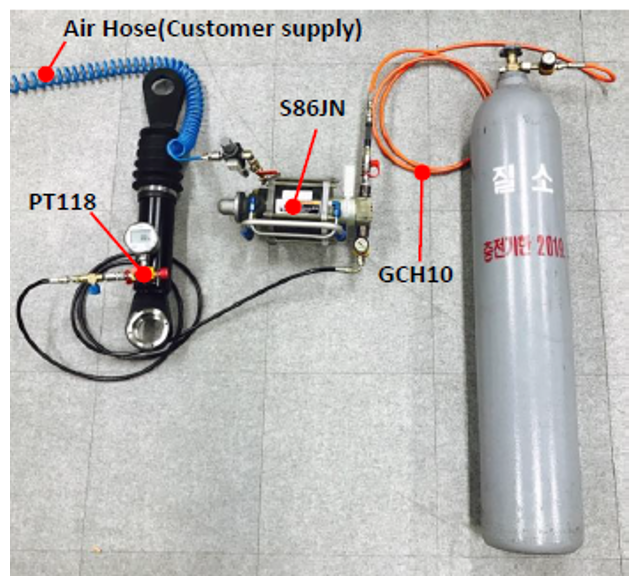 气弹簧填充套件
气弹簧填充套件
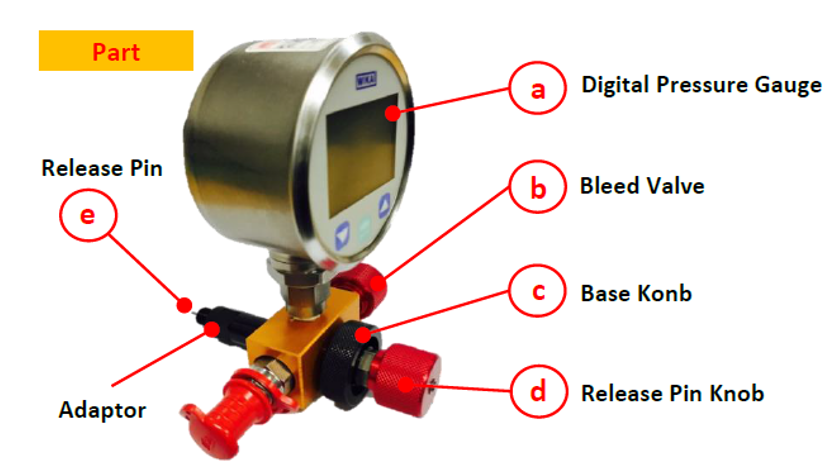
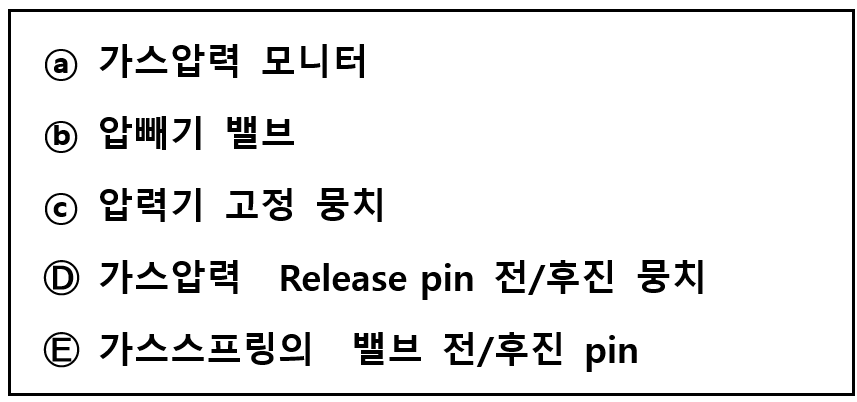
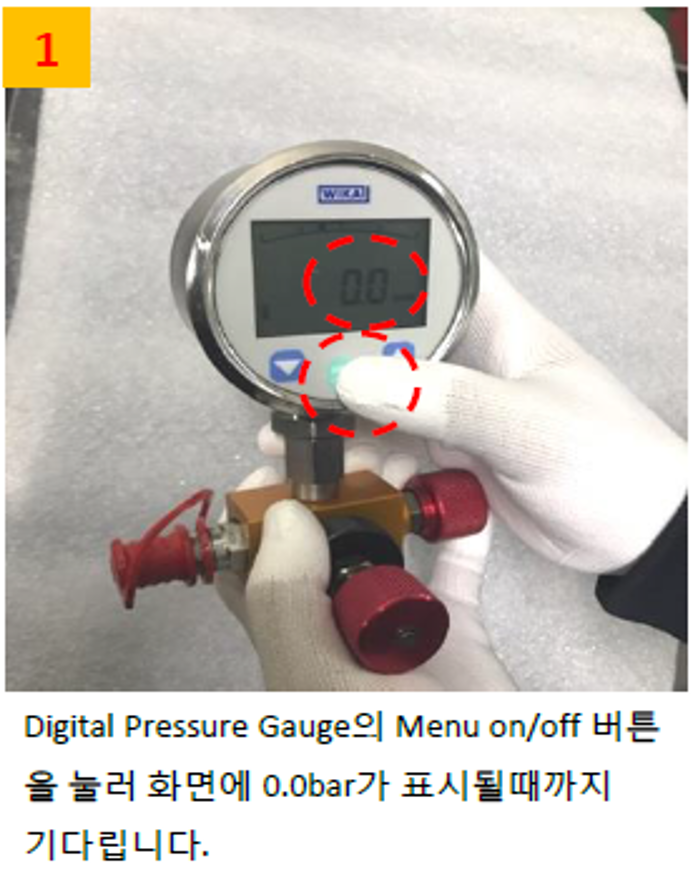
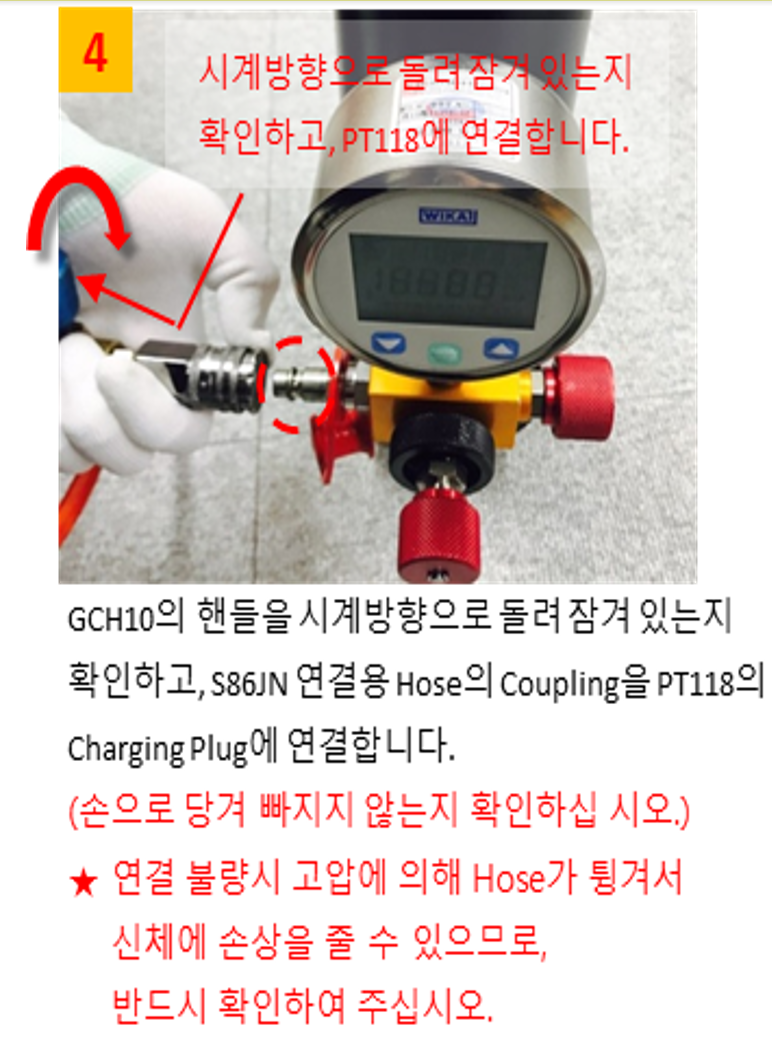
 (数字压力表)
(数字压力表)
 (压力喷射增压器)
(压力喷射增压器)

:::警告
:::







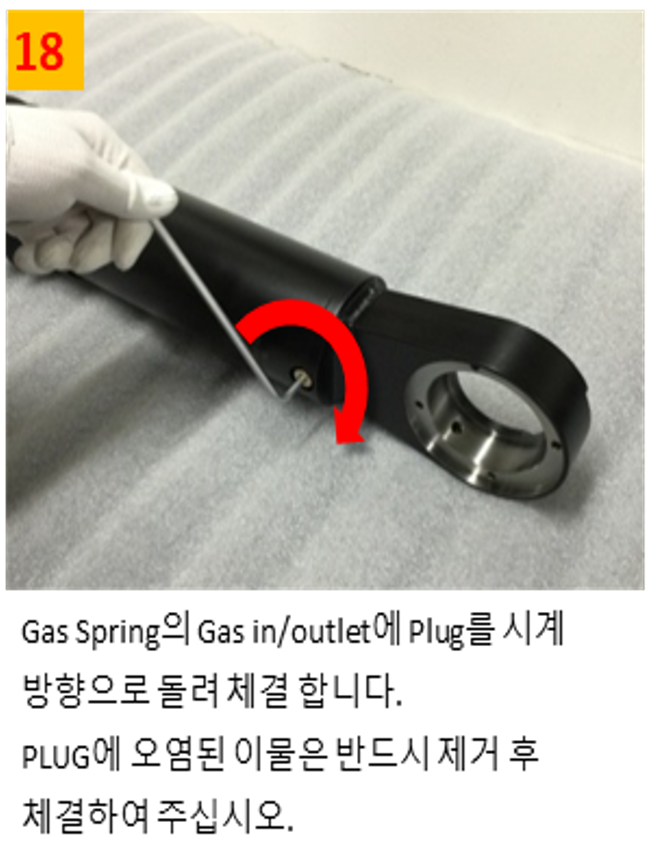
气弹簧的优点是比螺旋弹簧更轻,更换时间更少,但由于它们是使用高压气体的装置,自然会发生泄漏。用户需要定期检查来管理这一点。
| 应用模型 | HS180/220, HH300,HS200L |
|---|---|
| 更换 M/H | 0.5 小时(取决于环境) |
| 正直 | 定期检查。每年两次(参见说明书) |
:::警告
:::
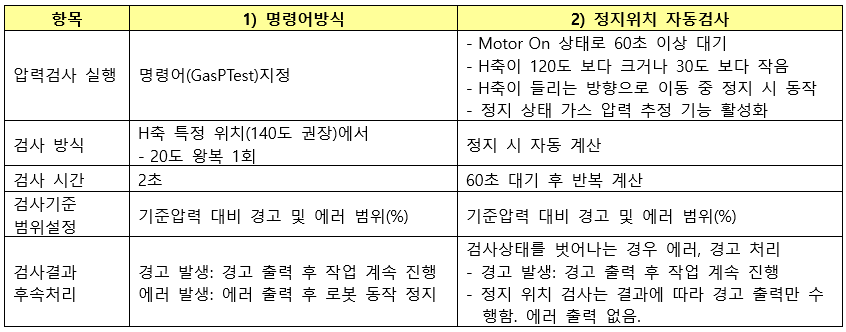
应用压力自动检测功能(Hi5a版本MV40.17.00或更高版本)
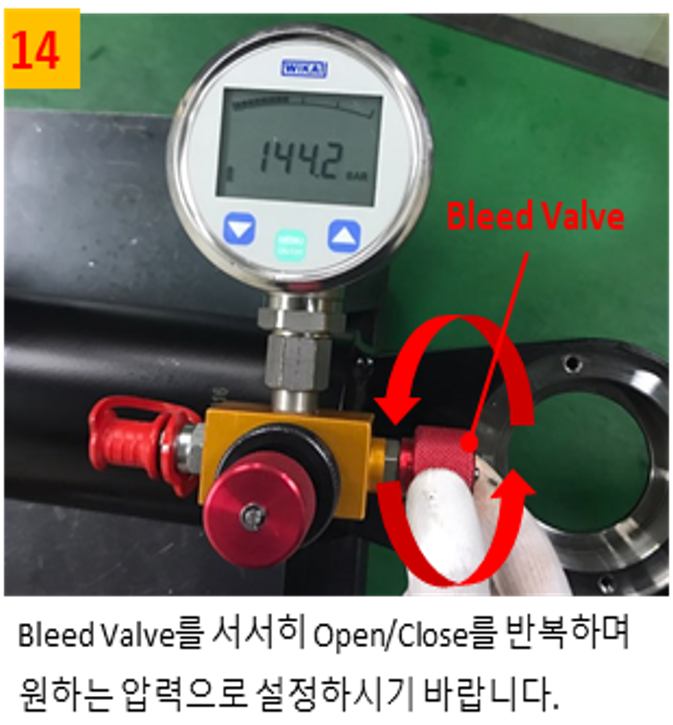
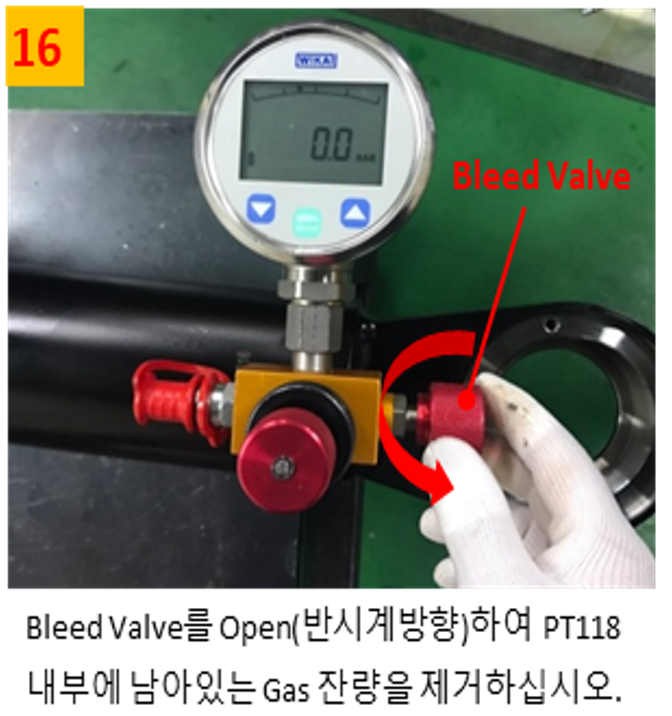
使用压力表手动测量 (一般压力表:推荐数字式(PT118))

| 压力(bar) | 所采取的行动 | 意义 | 笔记 |
|---|---|---|---|
| 140~100 | 维持 | 没有泄漏或泄漏极少。 | |
| 100 이하 | 气体填充 | 由于自然泄漏而导致压力下降 | 充填后使用 |
| 100 이하 | 代替 | 由于密封件损坏而迅速恶化 | 需要进行首次灌装测试 |
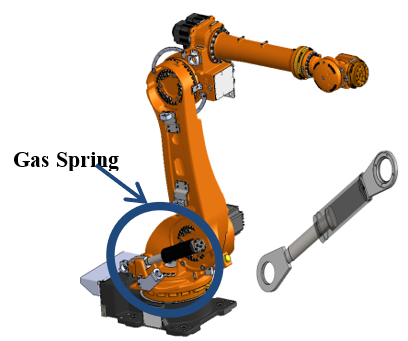
请参阅我公司供货型号所用气弹簧维护注意事项。
之所以采用气弹簧,是因为它具有比螺旋弹簧更轻、更容易更换的优点,但由于它们是使用高压气体的装置,可能会自然泄漏,因此需要用户定期检查和更换。(参考:主机手册4-2)
每6个月检查一次,如果压力下降则需要充气或更换。(详细参考:主机手册第9章)。
如果泄漏无人看管,可能会导致气弹簧和驱动系统(电机/减速器)损坏。(注意:如果气弹簧的压力降低,根据负载,在最大半径位置关闭伺服时,存在轴掉落的风险。)